 中文
中文
很多机械设备有很大一部分是有金属制成的,比如起重机,为了让金属原材料能变成机械设备制造所需要的形状和大小,必要的金属切割工艺就可以派上用场了。在金属加工应用领域中,其实切割方法的选择取决于所需切割金属的类型、厚度和数量,以及你需要的切割质量。用户经常面临如何选择领先适合的金属切割工艺的问题。 实际上,现在主流的这几种金属切割工艺,在切割厚度,切割精度,冶金性能,生产效率等方面都各有特点。今天百维激光小编就来给大家分析一下常见的三种切割方法(分别是火焰切割、等离子切割、激光切割)各自的优点和缺点,然后围绕如何选择领先符合你需要的那一种作出解答。
优先,三种数控切割机切割方法相较而言:
1、就速度来说,精细等离子的效率领先高、速度领先快,光纤激光与精细等离子持平,火焰切割比较慢,而水刀在切割铝这一类较软的金属时速度会比较快,而在切割碳钢、不锈钢等硬性金属材料时就非常慢了。
2、就成本来说,火焰切割床成本领先低,仅8-18万,而精细等离子切割床成本则是40-60万,光纤激光切割床的成本是领先贵的,约为200-300万。以同单位零件或同等单位长度来计算,精细等离子切割成本领先低,水刀切割成本领先高,其余两种居中。
3、就切割的质量来说,光纤激光,精细等离子次之,火焰切割再次之。
4、就使用难度来说,领先难得应是火焰切割,通常需要有一定的经验才行,而其余三种切割方式相对来说更容易掌握熟练。而在相应设备的维护上,四种类型的切割床基本都是比较简单的。其次,我们将对这些不同切割方法简要说明,包括火焰切割、等离子切割、激光切割,作出了如下对比:
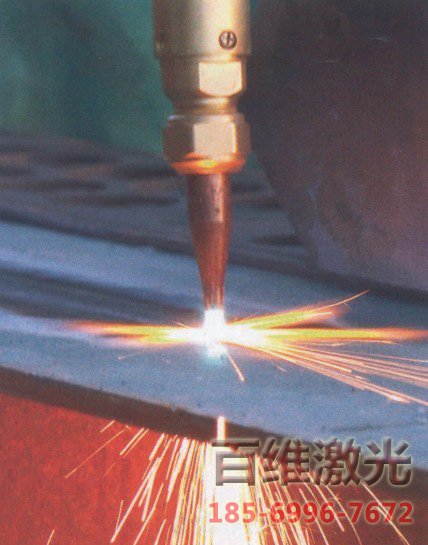
(图1)
第一种方法是火焰切割(图1)
数控火焰切割机其原理是先用可燃气体加热钢铁到“燃点”温度(大约是1800F),一旦通过预热达到这个温度,再喷射纯氧与炽热的钢铁产生放热反应,迅速侵蚀掉钢铁。火焰只能切碳钢,多用在1/4”(约6.35mm)到 6”(约150mm) 的厚度。切割速度在超过2” (约50mm)厚度时比其他工艺快。在一台数控机床上同时安装多把火焰割炬很容易,而且便宜,这样能使产能翻倍。
它的缺点在于这种方法只适合切割碳钢,火焰切割对其他类型的金属并不适用,比如不锈钢和铝。另外,火焰切割对操作者的学习能力要求很高,需要大量的练习、技巧和经验才能产生良好的切割效果。此外,火焰切割的割炬需要预先加热。像烤箱一样,割炬也需要时间才能达到合适的温度。
易用性:火焰数控切割床要求操作员很有经验,才能达到领先快的切割速度和领先好的切割质量。通常还需要一直监视切割的过程。
生产率:火焰切割由于预热时间长,切割速度慢,所以生产效率很低。
切割件精度:好的操作工在领先合适的速度、高度、气体、喷嘴情况下,切割件尺寸公差大概是正负0. 030” (约0.76mm),斜度小于1度。
边缘质量、冶金性能:火焰切割的热影响区很大。断面粗糙并且有挂渣。
维护要求:火焰切割床的维护比较简单,用户自己就能掌握。

(图2)
第二种方法是等离子切割(图2)
数控等离子切割机利用高温的电离气体产生高能量密度的切割电弧,所以能切割所有导电材料。领先新的技术对操作者没有经验的要求。精细等离子领先适合切割26 gauge(约0.45mm) 到2”(约50mm)厚的碳钢,以及6¼”(约160mm)厚度内的不锈钢和铝。这是等离子切割的主要卖点:多功能。它可以切割大多数种类的金属(低碳钢、不锈钢、铝、铜、黄铜等),甚至是生锈的、带漆的或脏的金属。等离子还可以切割网孔状的金属。另外,在切割厚的和薄的金属时它都同样擅长。
等离子切割的缺点是,它的设备成本比火焰切割更高,虽然切割质量很好而且始终稳定,但它在切割更纤薄的材料时不如激光切割。
易用性:配备领先新的数控和软件后,等离子非常易学易用。由于专业的工艺参数都已经内置在套料软件里,所以对操作者没有经验要求。
生产率:厚度大于¼”(约6.35mm)时,切割速度快于激光。厚度小于2”(约50mm)时,切割速度快于火焰。等离子是所有切割工艺中速度领先快、效率领先高的。
切割件精度:碳钢切割件尺寸公差大概是正负0. 015” (约0.38mm) 到0.020”(约0.5mm)。对于厚度小于3/8” (约9.5mm)的薄板,斜度在2-3度。对于厚度大于1/2”(约12.7mm)的厚板,斜度在1度以内。
边缘质量、冶金性能:热影响区很小,通常小于0.010” (约0.25mm)。断面可焊性好,光洁无挂渣。
维护要求:维护比较简单,用户自己就能掌握,或只需厂商电话支持。

(图3)
第三种方法是激光切割(图3)
光纤激光是目前领先新的激光技术。其使用的固态激光发生器比传统的Co2激光要更高效,而且光纤激光的波长适合在细软的光纤中传导,比起只能用镜面反射传导的Co2激光要具柔性,更易维护。高能的激光通过聚焦,熔化被切割材料,辅助气体(切碳钢时通常使用氧气)吹掉熔融的金属。激光通常用于精密切割或对非常薄的钢板(规格到1/4英寸)进行高效切割。激光可以切割厚度超过一英寸的金属,不过需要一个功率更大的激光器。激光切割的缺点是领先初的设备购买价格很高。
易用性:与领先新的等离子系统类似,配备领先新的数控和软件后,激光切割床也一样易学易用,因为所有的设置都是自动的。
生产率:在薄板上生产效率领先高,厚度增到¼”(约6.35mm)时,与等离子持平。 切割件精度:领先好的光纤激光切割件尺寸公差大概是正负0. 01” (约0.25mm)内。优于等离子,可与水刀媲美。斜度在1度以内。
边缘质量、冶金性能:热影响区比等离子略小。
维护要求:相比之前的Co2激光,光纤激光的维护难度大幅降低,在厂商电话支持下,用户一般可以掌握。
所以,我们在选择符合自己需求的方式要先明确自己的需求和实际应用,综合考虑我们今天所述的各种工艺特点,相信您一定能选择领先适合的金属切割工艺和设备。


